




1. Теоретичен тест и анализ
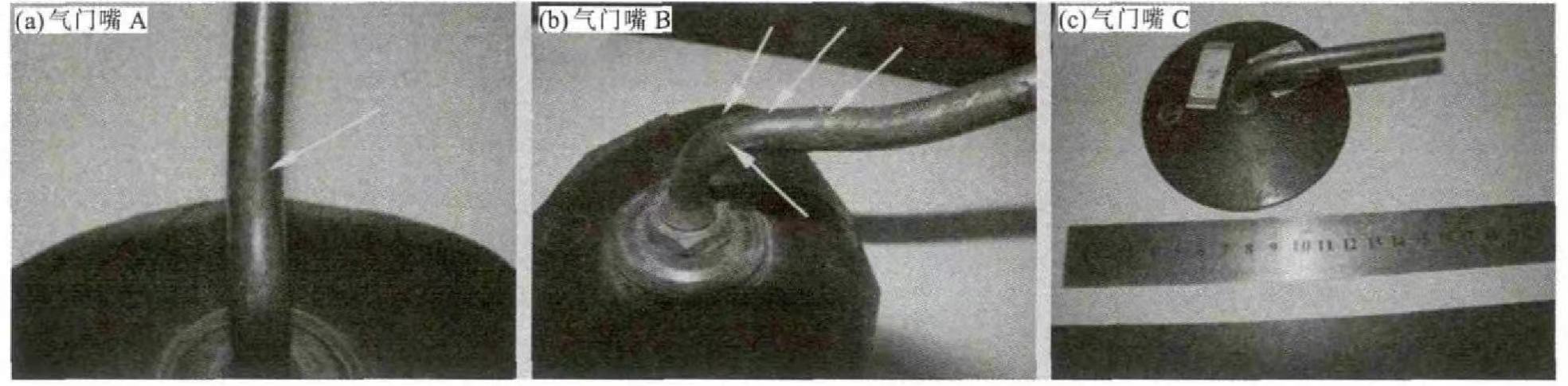
от 3-тевентили за гумимостри предоставени от фирмата, 2 са вентили, а 1 е клапан, който все още не е използван. За A и B вентилът, който не е бил използван, е маркиран в сиво. Изчерпателна фигура 1. Външната повърхност на клапан A е плитка, външната повърхност на клапан B е повърхността, външната повърхност на клапан C е повърхността, а външната повърхност на клапан C е повърхността. Вентилите A и B са покрити с продукти на корозия. Клапанът A и B са напукани при завоите, външната част на завоя е по дължината на клапана, устието на пръстена на клапана B е напукано към края и бялата стрелка между напуканите повърхности на повърхността на клапан A е маркирана. От горното, пукнатините са навсякъде, пукнатините са най-големите и пукнатините са навсякъде.
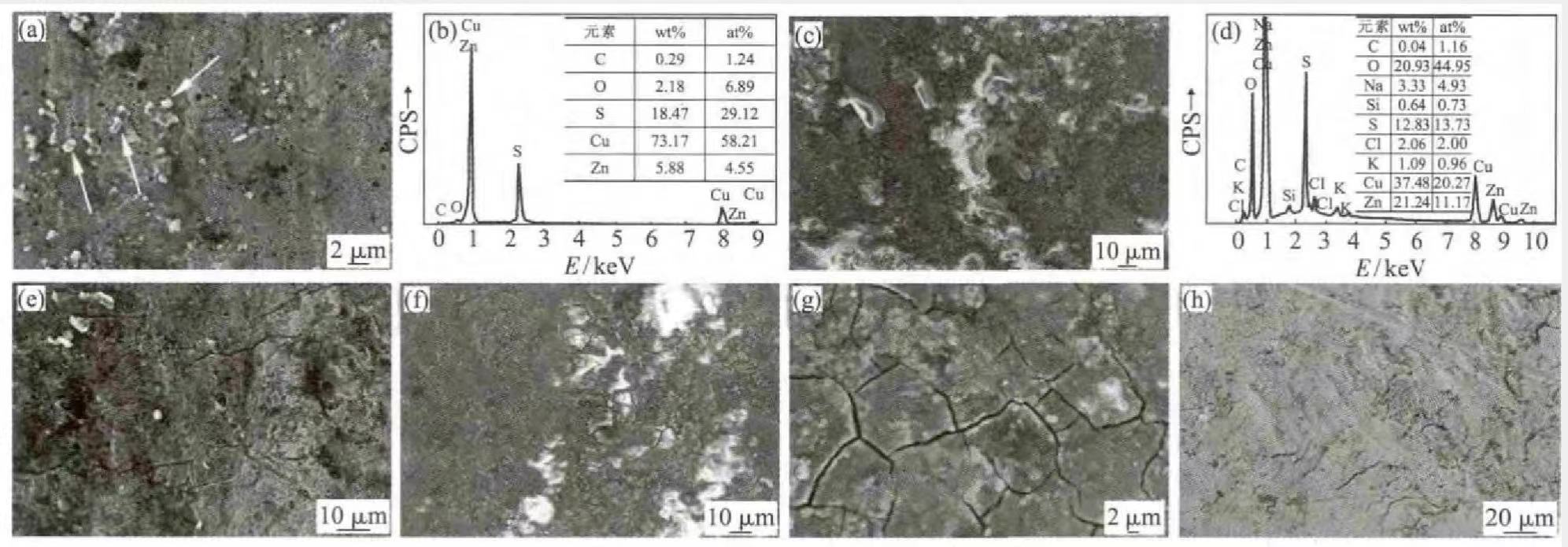
Раздел отвентил на гуматаПроби A, B и C бяха изрязани от завоя и морфологията на повърхността беше наблюдавана със сканиращ електронен микроскоп ZEISS-SUPRA55 и съставът на микрообластта беше анализиран с EDS. Фигура 2 (а) показва микроструктурата на повърхността на клапан B. Може да се види, че има много бели и ярки частици на повърхността (обозначени с белите стрелки на фигурата), а EDS анализът на белите частици има високо съдържание на S. Резултатите от анализа на енергийния спектър на белите частици са показани на Фигура 2 (b).
Фигури 2 (c) и (e) са повърхностните микроструктури на клапан B. Може да се види от Фигура 2 (c), че повърхността е почти изцяло покрита от корозионни продукти, а корозивните елементи на корозионните продукти чрез анализ на енергийния спектър включват главно S, Cl и O, съдържанието на S в отделни позиции е по-високо и резултатите от анализа на енергийния спектър са показани на Фигура 2 (d). Може да се види от Фигура 2(e), че има микропукнатини по пръстена на клапана на повърхността на клапан A. Фигури 2(f) и (g) са повърхностните микроморфологии на клапан C, повърхността също е напълно покрита от продукти на корозия, а корозивните елементи също включват S, Cl и O, подобно на Фигура 2(e). Причината за напукване може да е корозионно напукване (SCC) от анализа на корозионния продукт върху повърхността на клапана. Фигура 2(h) също е микроструктурата на повърхността на клапан C. Може да се види, че повърхността е относително чиста и химическият състав на повърхността, анализирана от EDS, е подобен на този на медната сплав, което показва, че вентилът не е корозирал. Чрез сравняване на микроскопичната морфология и химичния състав на трите повърхности на клапаните се показва, че има корозивни среди като S, O и Cl в околната среда.
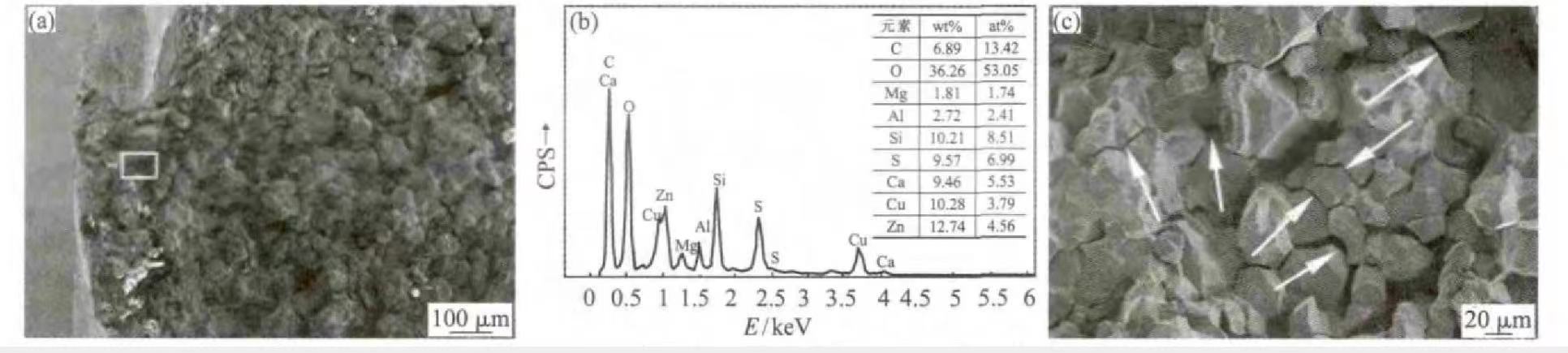
Пукнатината на клапан B беше отворена чрез теста за огъване и беше установено, че пукнатината не е проникнала в цялото напречно сечение на клапана, пукнала се е от страната на задното огъване и не се е напукала от страната, противоположна на задното огъване на клапана. Визуалната проверка на счупването показва, че цветът на счупването е тъмен, което показва, че счупването е корозирало, а някои части на счупването са тъмни на цвят, което показва, че корозията е по-сериозна в тези части. Счупването на клапа B се наблюдава под сканиращ електронен микроскоп, както е показано на Фигура 3. Фигура 3 (a) показва макроскопския вид на фрактурата на клапа B. Може да се види, че външната фрактура близо до клапана е покрита с продукти на корозия, което отново показва наличието на корозивна среда в околната среда. Според анализа на енергийния спектър, химическите компоненти на корозионния продукт са главно S, Cl и O, а съдържанието на S и O е относително високо, както е показано на Фиг. 3 (b). Наблюдавайки повърхността на счупване, се установява, че моделът на растеж на пукнатината е по кристален тип. Голям брой вторични пукнатини също могат да се видят чрез наблюдение на фрактурата при по-големи увеличения, както е показано на Фигура 3(c). Вторичните пукнатини са маркирани с бели стрелки на фигурата. Продуктите от корозия и моделите на растеж на пукнатини върху повърхността на счупване отново показват характеристиките на корозионно напукване под напрежение.
Счупването на клапан А не е отворено, отстранете част от клапана (включително напуканата позиция), шлайфайте и полирайте аксиалния участък на клапана и използвайте разтвор на Fe Cl3 (5 g) +HCl (50 mL) + C2H5OH (100 mL) и металографската структура и морфологията на растежа на пукнатината са наблюдавани с оптичен Zeiss Axio Observer A1m микроскоп. Фигура 4 (а) показва металографската структура на клапана, която е α+β двуфазна структура, а β е сравнително фина и гранулирана и разпределена върху α-фазовата матрица. Моделите на разпространение на пукнатини в периферните пукнатини са показани на Фигура 4(a), (b). Тъй като повърхностите на пукнатините са пълни с продукти на корозията, пролуката между двете повърхности на пукнатините е широка и е трудно да се разграничат моделите на разпространение на пукнатини. феномен на бифуркация. Много вторични пукнатини (маркирани с бели стрелки на фигурата) също бяха наблюдавани на тази първична пукнатина, виж Фиг. 4(c), и тези вторични пукнатини се разпространяваха по протежение на зърното. Гравираният клапанен образец беше наблюдаван чрез SEM и беше установено, че има много микропукнатини в други позиции, успоредни на основната пукнатина. Тези микропукнатини произлизат от повърхността и се разширяват към вътрешността на клапана. Пукнатините имаха бифуркация и се простираха по протежение на зърното, вижте Фигура 4 (c), (d). Околната среда и състоянието на напрежението на тези микропукнатини са почти същите като тези на основната пукнатина, така че може да се заключи, че формата на разпространение на основната пукнатина също е междукристална, което също се потвърждава от наблюдението на фрактурата на клапа B. Феноменът на бифуркация на пукнатината отново показва характеристиките на корозионно напукване на клапата.
2. Анализ и дискусия
За да обобщим, може да се заключи, че повредата на клапана е причинена от корозионно напукване, причинено от SO2. Корозионното напукване от напрежение обикновено трябва да отговаря на три условия: (1) материали, чувствителни към корозия под напрежение; (2) корозивна среда, чувствителна към медни сплави; (3) определени условия на стрес.
Обикновено се смята, че чистите метали не страдат от корозия под напрежение и всички сплави са податливи на корозия под напрежение в различна степен. За месинговите материали обикновено се смята, че двуфазната структура има по-висока чувствителност към корозия под напрежение в сравнение с еднофазната структура. В литературата се съобщава, че когато съдържанието на Zn в месинговия материал надвишава 20%, той има по-висока чувствителност към корозия под напрежение и колкото по-високо е съдържанието на Zn, толкова по-висока е чувствителността към корозия под напрежение. Металографската структура на газовата дюза в този случай е α+β двуфазна сплав, а съдържанието на Zn е около 35%, далеч надхвърлящо 20%, така че има висока чувствителност към корозия при напрежение и отговаря на материалните условия, необходими за корозионно напукване при напрежение.
За месингови материали, ако отгряването за освобождаване на напрежението не се извърши след деформация при студена обработка, ще възникне корозия под напрежение при подходящи условия на напрежение и корозивна среда. Напрежението, което причинява корозионно напукване под напрежение, обикновено е локално напрежение на опън, което може да бъде приложено напрежение или остатъчно напрежение. След като гумата на камиона е напомпана, напрежението на опън ще се генерира по аксиалната посока на въздушната дюза поради високото налягане в гумата, което ще причини пукнатини по периферията на въздушната дюза. Напрежението на опън, причинено от вътрешното налягане на гумата, може просто да се изчисли според σ=p R/2t (където p е вътрешното налягане на гумата, R е вътрешният диаметър на вентила и t е дебелината на стената на вентила). Въпреки това, като цяло напрежението на опън, генерирано от вътрешното налягане на гумата, не е твърде голямо и ефектът от остатъчното напрежение трябва да се вземе предвид. Позициите на напукване на газовите дюзи са всички при задния завой и е очевидно, че остатъчната деформация при заден завой е голяма и там има остатъчно напрежение на опън. Всъщност в много практични компоненти от медни сплави корозионното напукване под напрежение рядко се причинява от проектни напрежения и повечето от тях са причинени от остатъчни напрежения, които не се виждат и пренебрегват. В този случай при задния завой на вентила посоката на напрежението на опън, генерирано от вътрешното налягане на гумата, е в съответствие с посоката на остатъчното напрежение и суперпозицията на тези две напрежения осигурява условието на напрежение за SCC.
3. Заключение и предложения
Заключение:
Напукването навентил на гуматасе причинява главно от корозионно напукване под напрежение, причинено от SO2.
Предложение
(1) Проследете източника на корозивната среда в околната среда околовентил на гуматаи се опитайте да избегнете директен контакт със заобикалящата корозивна среда. Например върху повърхността на вентила може да се нанесе слой антикорозионно покритие.
(2) Остатъчното напрежение на опън при студена обработка може да бъде елиминирано чрез подходящи процеси, като например отгряване за освобождаване на напрежението след огъване.
Време на публикуване: 23 септември 2022 г
