




1. Резюме
Вътрешната гума е тънък каучуков продукт и по време на производствения процес неизбежно се произвеждат някои отпадъчни продукти, които не могат да бъдат съпоставени с външната гума, ноклапаниса непокътнати и тези клапани могат да бъдат рециклирани и използвани повторно за производство на вътрешни гуми. Нашата компания е провела някои експерименти за рециклиране и повторна употреба на клапани с вътрешна гума, но качеството на външния вид на рециклираните клапани е лошо и силата на свързване между основата на клапана и гумената подложка е ниска и трябва да се използва повторно, преди да може да се използва. .
Тази работа подобрява процеса на рециклиране на отпадъци и дефектни вътрешни гуми, за да се намалят отпадъците и да се подобрят икономическите ползи на предприятията.
2. Анализ на проблема
Процесът на рециклиране на първоначалните отпадъци и дефектниклапани на вътрешната тръбае както следва: отпадъчни и дефектни клапани на вътрешната гума → изгаряне → киселинна обработка → вулканизация в един режим (залепващи подложки) → четина върху гумените подложки.
Проблемите на гореспоменатия процес са следните.
(1) Изгарянето на отпадъци и дефектните клапани на вътрешните тръби ще причинят сериозно замърсяване на околната среда. Рециклираното тяло на вентила лесно се деформира и изглежда мръсно. Трудно е да се почисти по време на обработка с киселина и е лесно да се причини замърсяване на други процеси.
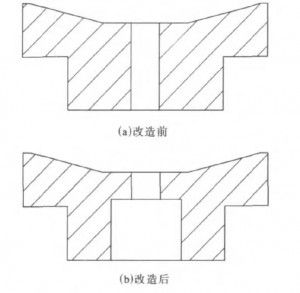
(2) За да се улесни отстраняването и отстраняването на клапана, оригиналният дизайн на формата за вулканизация е единична форма и разделена на 3 части. Вулканизацията в един режим отнема много време, ниска ефективност, висока интензивност на труда и консумация на енергия, а външната повърхност на вулканизирания клапан е склонна към излишни гумени ленти, гумата обвива устата на устата и качеството на външния вид на клапана не отговаря на изискванията. Силата на залепване на залепващата подложка също не е стабилна.
(3) Ръчното настръхване на гумената подложка има проблеми с висока интензивност на труда, ниска ефективност и неравна настръхнала повърхност, което влияе върху свързването на гумената подложка и гумения материал на вътрешната тръба.
3 Ефект на подобрение
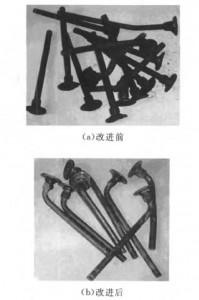
Фигура 2 показва тялото на дюзата, възстановено преди и след подобряването на следващия процес. Може да се види от Фигура 2, че тялото на дюзата, обработено чрез подобрения процес, е очевидно чисто и тялото на дюзата е почти непокътнато. С подобрения процес количеството на използваната киселина и вода е по-малко и замърсяването на околната среда е по-малко, а нарязаната гумена подложка може да бъде рециклирана за производство на регенерирана гума.
Преди подобрението ефектът на топлопредаване на формата е лош и вулканизацията отнема 15 минути. Според условията на работа на съществуващия плосък вулканизатор, само 4 клапана могат да бъдат вулканизирани наведнъж и около 16 клапана могат да бъдат произведени на час, което не включва зареждането на формата. време. С модифицираната комбинирана форма са необходими само 5 минути за вулканизиране, 25 клапана могат да бъдат вулканизирани всеки път и около 300 клапана могат да бъдат произведени на час. Лесно се монтира и деформира, а трудоемкостта е ниска.
С модифицираната машина за формоване и отстраняване на мухли могат да се произвеждат както прави, така и извити клапани, като условията на процеса са еднакви. Няма очевидна разлика във външния вид и вътрешното качество между клапаните, рециклирани и повторно използвани от подобрения процес, и новите клапани. Резултатите от теста показват, че средната якост на свързване между основата на клапана и гумената подложка, рециклирана чрез подобрения процес, е 12,8 kN m-1, докато средната якост на свързване между новата основа на клапана и гумената подложка е 12,9 kN m-1, стандартите на Enterprise изискват якостта на свързване да не е по-малка от 7 kN·m-1.
След повече от десет години бързо развитие, китайската индустрия за вентили доминира в света. Понастоящем производството на клапани в моята страна представлява повече от 70% от общото производство на клапани в света, нареждайки се на първо място в световното производство и продажби на клапани. За да отговори на нуждите на вътрешния и международния пазар, скоростта на безкамерните клапани постепенно се увеличава. През 2015 г. производството на безкамерни вентили представлява повече от половината от общото производство на клапани. Огромното търсене на вътрешния пазар непрекъснато насърчава развитието на индустрията.
Търсенето на пазара на клапани се разделя главно на OEM пазар и AM пазар. Последните данни показват, че въздушният клапан е важна предпазна част от модула на автомобилното колело. Тъй като е бил изложен на външната среда за дълго време, той трябва да издържи на различни тежки екологични ерозии. Вентилите обикновено се сменят по време на годишни инспекции и смяна на гуми, така че търсенето на клапани на пазара на AM е много по-високо от това на пазара на OEM.
4. Епилог
С подобрена технология, стига тялото на клапана да не се деформира, то може да бъде рециклирано. Качеството на рециклираните въздушни клапани отговаря на изискванията за употреба, което може да намали потреблението на суровини и енергия, да намали производствените разходи на вътрешните гуми и да подобри икономическите ползи на предприятията.
Време на публикуване: 2 декември 2022 г
